|
Журнал "Наука и жизнь" №1 за 1999 г.
А. Головий
Точим ножницы
Ножницы для бумаги и ткани
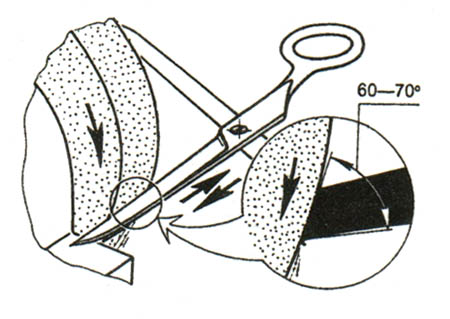
Если нож при резании раздвигает части материала
в стороны, то кромки ножниц сдвигают эти части одну относительно другой.
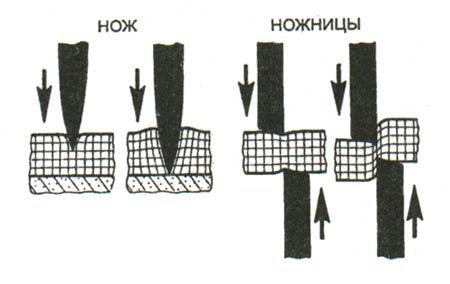
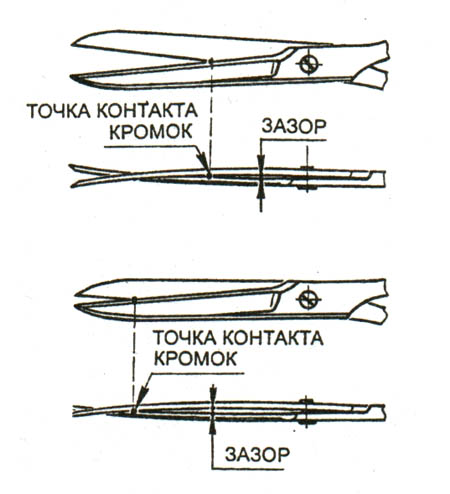
Усилие резания ножницами зависит
от радиуса скругления кромок и от того, насколько близко одна к другой
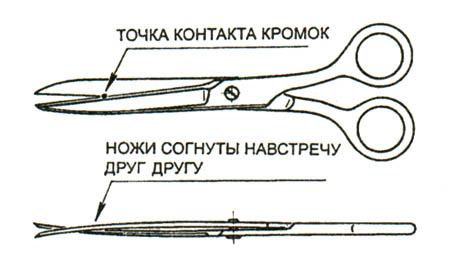
расположены плоскости движения этих кромок. Чтобы кромки как следует
прилегли одна к другой (вблизи точки сдвига, а не по всей длине), режущие
половинки делают слегка согнутыми.
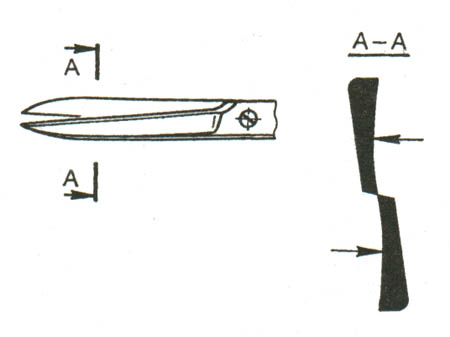
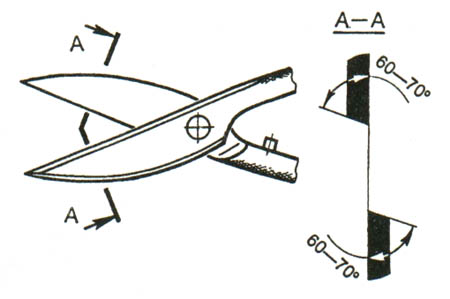
Кроме того, сопрягаемым граням
(о чём многие не подозревают) придают вогнутую форму в поперечном сечении
или снабжают ножницы специальной штампованной впадиной.
Покупая ножницы, обратите
внимание на качество стали, например, проверив твёрдость металла надфилем.
Перед заточкой проверьте зазор между режущими
половинками вблизи шарнира. Если он слишком велик, уменьшите зазор,
завернув винт и расклепав его с другой стороны.
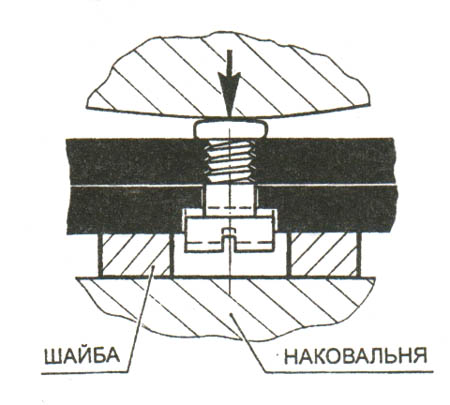
Слишком тугой шарнир ослабьте,
подложив шайбу так, чтобы головка винта оказалась точно против отверстия,
и нанеся несколько ударов молотком по расклёпанному торцу.
Если шарнир в порядке, проверьте
наличие зазора между режущими половинками. При отсутствии на каком-то
участке зазора подогните здесь половинки навстречу одна другой.
Для этого используйте тиски,
установив расстояние между их губками на 1-2 мм больше толщины режущих
половинок. Поместив одну из половинок между губками, постепенно выдвигайте
её, прикладывая не слишком большое усилие.
Если этого окажется
недостаточно, воспользуйтесь наковальней и двумя пластинками толщиной 5-10
мм, чтобы они образовали заниженный участок шириной 25-30 мм.

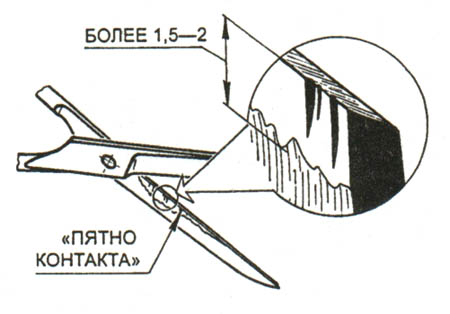
Ещё обратите внимание на контакт
режущих половинок, определите ширину блестящих полосок на поверхностях
режущих половинок - назовём их "пятна контакта". Эти пятна появляются при
трении половинок одна по другой.
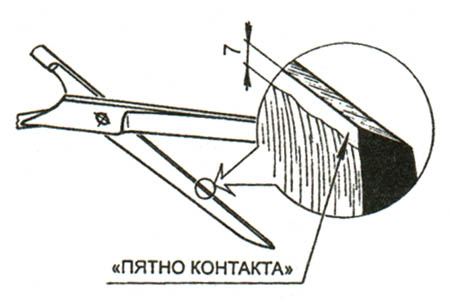
При ширине пятен не свыше 0,5-1
мм не составит большого труда привести ножницы в порядок, поскольку
снимать металл придётся только с одной грани каждой половинки. Ширина
"пятен контакта" больше 1,5-2 мм говорит об интенсивном износе, когда
ножницами долго резали материалы с абразивными частицами, либо о плохой
стали, либо об изъяне в самой конструкции (когда, например, "забыли"
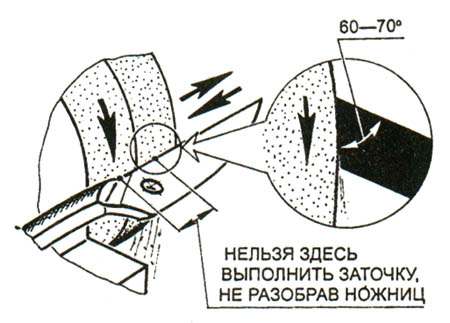
сделать вогнутыми сопрягаемые грани режущих половинок). В этом случае
понадобится разобрать ножницы и восстановить либо сформировать заново
вогнутые поверхности.
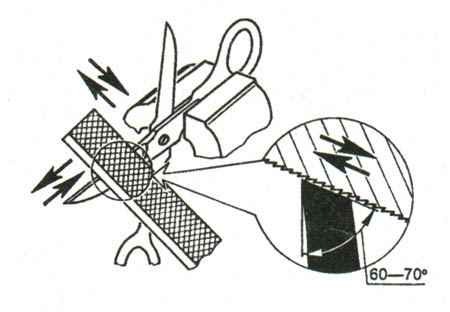
Сперва о случае, не
требующем разборки. Большие и средние ножницы для бумаги и ткани с длиной
кромок 70-130 мм лучше острить на электроточиле. Так же, как и при заточке
ножа, движения делайте плавные, с примерно одинаковыми на всём протяжении
лезвия перемещением и прижатием.
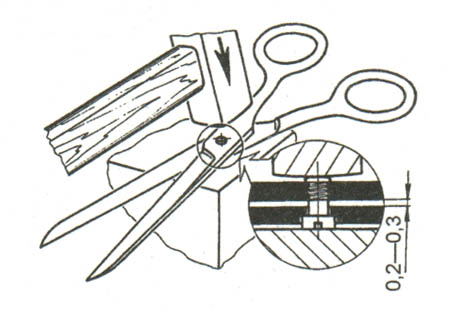
Снимайте металл до тех пор, пока
ширина "пятна" не уменьшится до 0,2-0,3 мм, либо, если "пятно контакта" и
до заточки достаточно узко, до тех пор, пока скругление кромки не станет
настолько малым, что отражённый ею свет не будет улавливаться глазами.
Последний проход абразивным кругом - чистовой, после него остаётся ровный
"рисунок" микронеровностей, а затачиваемая грань представляет собой почти
плоскость.
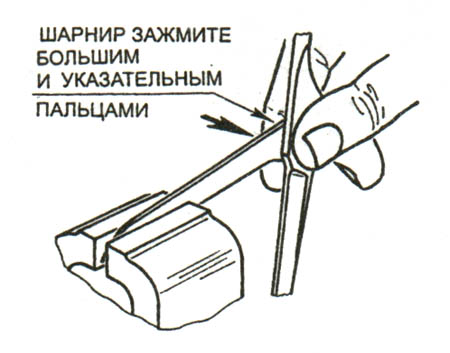
После заточки обеих половинок с кромок
удалите заусеницы. Сперва сведите половинки вместе так, чтобы они не
касались одна другой. Для этого разожмите их в стороны большим и
указательным пальцами левой руки.
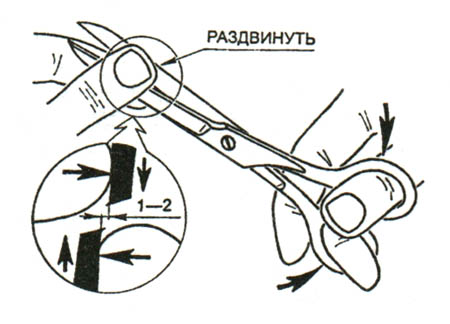
Затем разведите половинки, при
этом, наоборот, прижмите их посильнее одна к другой.
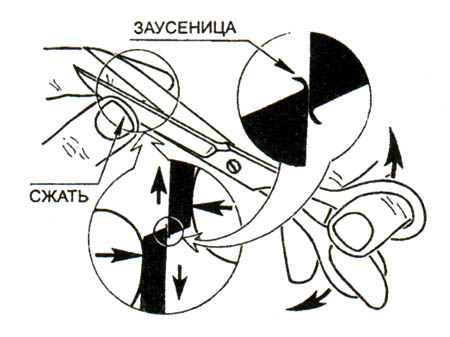
В результате заусеницы
отогнутся, и останется только удалить их мелкозернистым бруском или
наждачной бумагой "нулёвкой". При необходимости обламывание заусениц
повторите несколько раз.
При удалении заусениц бруском
или бумагой не стремитесь, чтобы поверхности граней стали очень гладкими.
Чем большей окажется высота микронеровностей, тем легче будет удерживать
разрезаемый материал. Это как раз тот случай, когда шероховатость полезна.

При заточке коротких ножниц с
длиной режущих половинок 30-40 мм можно обойтись только абразивным
бруском, а иногда и плоским, обязательно новым, напильником с мелкой
насечкой. Для фиксации ножей в нужном положении воспользуйтесь тисками.
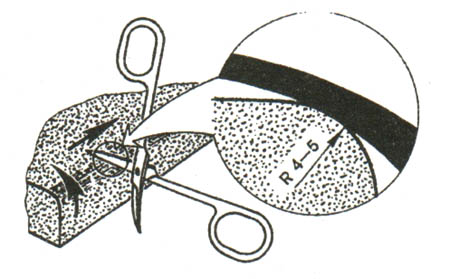
Маникюрные ножницы
Для заточки маникюрных ножниц электроточило противопоказано,
поскольку слой снимаемого металла настолько мал, что, не имея достаточного
опыта, можно за несколько секунд испортить инструмент. Поэтому
воспользуйтесь небольшим мелкозернистым абразивным бруском. Для обработки
вогнутой грани закруглите одно из рёбер бруска радиусом 4-5 мм.
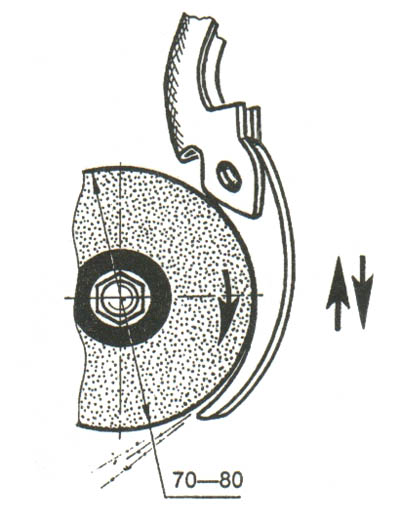
Садовые ножницы
При заточке обычных садовых ножниц необходимо их разобрать, поскольку
обработать по всей длине грань одной режущей половинки не позволит другая
половинка.
Если наружный диаметр
абразивного круга не превышает 70-80 мм, то его ребром можно
воспользоваться для придания правильной вогнутой формы нижней режущей
половинке.
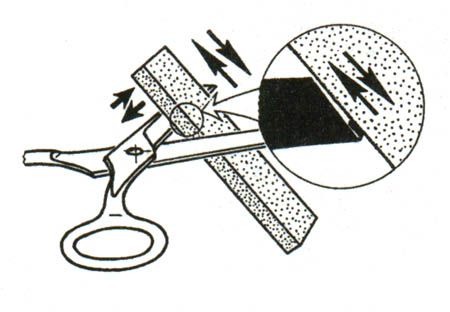
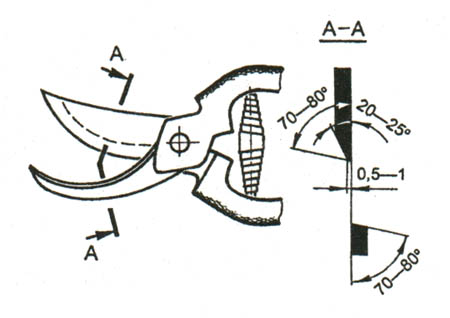
Ножницы для металла
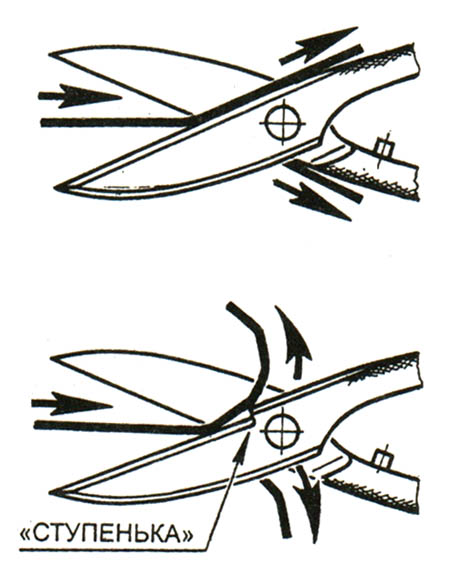
При заточке ножниц для металла их разборка тоже необходима, но уже
для того, чтобы на гранях не образовались "ступеньки", которые будут
мешать сторонам разрезаемого листа беспрепятственно скользить по
поверхностям режущих половинок.
Особенно сильно эти "ступеньки" влияют
при разрезании металла толщиной свыше 0,3-0,4 мм, когда для продвижения
ножниц вперёд (после очередного разведения режущих половинок) приходится
подгибать одну из сторон, что замедляет работу и ухудшает качество.
Перед сборкой садовых ножниц и
ножниц для металла смажьте литолом или какой-либо другой смазкой, даже
вазелином, ось и отверстие, а также сопрягаемые участки вблизи шарнира.
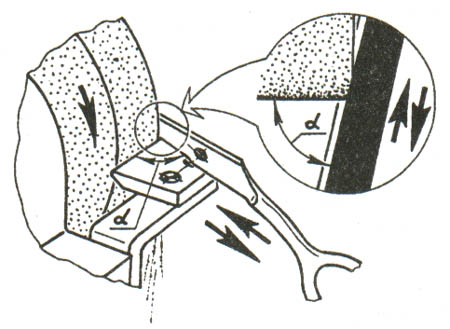
Тяжёлый случай
Если сильно изношены сопрягаемые
грани режущих половинок и требуется восстановить или сформировать заново
их вогнутые поверхности, воспользуйтесь участком электроточила, который
расположен возле торца.
В зависимости от
положения ножа можно получить почти плоскую либо вогнутую поверхность
грани. Следите, чтобы при заточке режущая кромка ножа скользила по
поверхности "столика" электроточила. Это позволит максимально точно
сориентировать получаемый "жёлоб" относительно кромки.
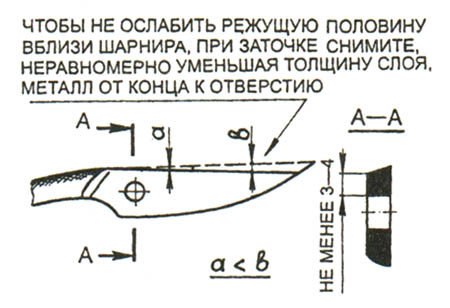
Обратите внимание на то, чтобы
металл удалялся равномерно по всей длине режущей половинки, включая и зону
за шарниром. Не забывайте время от времени охлаждать деталь водой.
Последний, чистовой проход выполняйте одним движением, не отрывая режущую
половинку от круга.
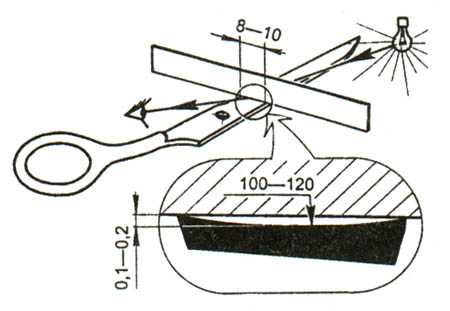
После такого прохода остаётся
гладкая вогнутая поверхность правильной формы, без уступов, с ровным
рисунком микронеровностей. Радиус кривизны можно контролировать
металлической линейкой, расположившись у окна либо возле другого источника
света. Радиусу в 100-120 мм при ширине лезвия 8-10 мм соответствует зазор
между линейкой и "дном" жёлоба примерно 0,1-0,2 мм.
На главную

|